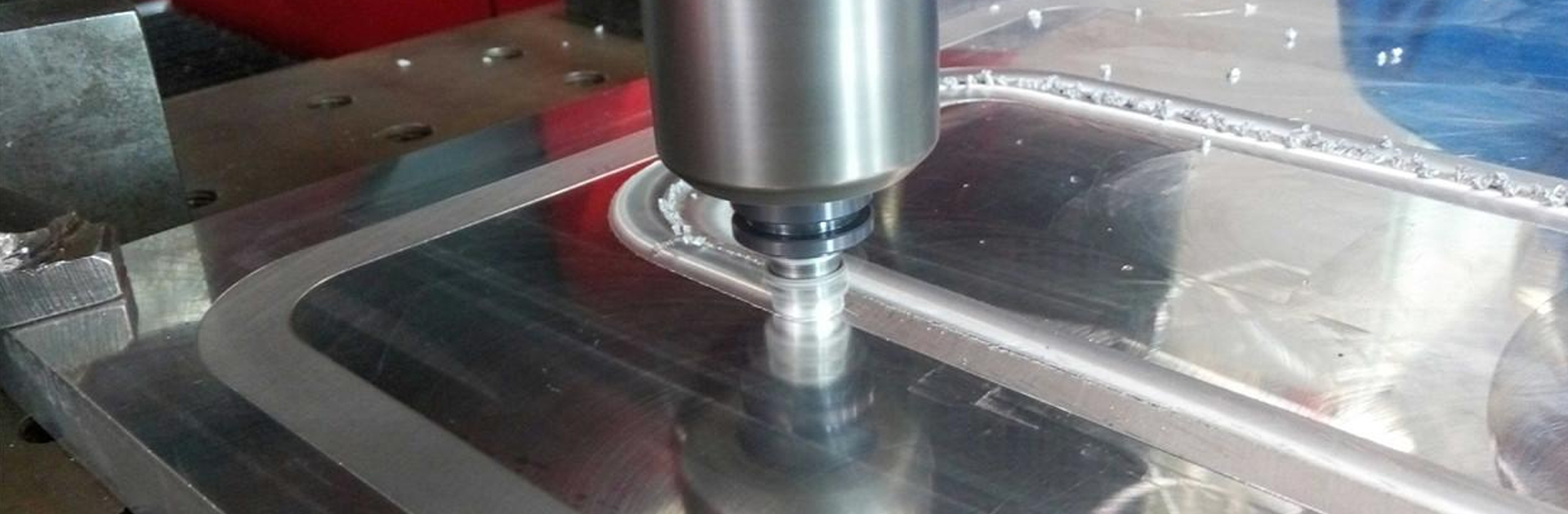
Třecí svařování
TŘEBOVÉ SVAŘOVÁNÍ
Třecí svařování označuje metodu svařování využívající teplo generované třením dotykové plochy obrobku jako zdroj tepla, který způsobí plastickou deformaci obrobku pod tlakem.
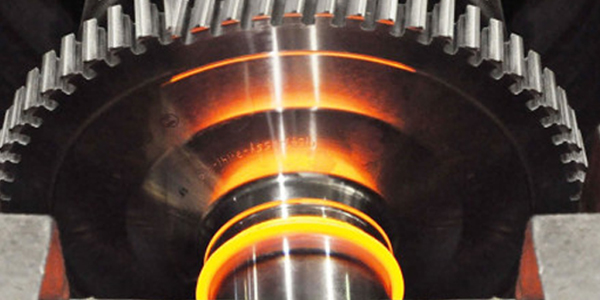
Působením tlaku, působením konstantního nebo přírůstkového tlaku a točivého momentu generuje relativní pohyb mezi čelními plochami svařovacího kontaktu třecí teplo a plastické deformační teplo na třecí ploše a jejím okolí, takže teplota jeho okolí stoupá na Teplotní rozsah blízký, ale obecně nižší než bod tání, deformační odpor materiálu je snížen, plasticita je zlepšena a oxidový film na rozhraní je rozbit. Působením rušivého tlaku jsou plastická deformace a tok materiálu doprovázeny molekulární difúzí a rekrystalizací na rozhraní. Metoda svařování v pevné fázi pro provádění svařování.
Společnost Minghe nabízí kompletní řešení pro třecí svařování pro širokou škálu aplikací tlakového lití - s velkým portfoliem strojů a další podporou od inženýrství po služby. Jako světový lídr v oblasti výroby investičních odlitků jsme hrdí na to, že nabízíme pouze ty nejlepší služby na trhu. Naše vášeň pro vynikající zákaznický servis vede naši snahu o excelenci. Chcete-li se dozvědět více o našich službách nebo prodiskutovat možnosti vašeho dalšího projektu, obraťte se na tým ještě dnes.
Podstata třecího svařování
Je běžné, že se kovové povrchy mechanických částí spojují a svařují v důsledku tření. V procesu řezání kovů a vysokorychlostního otáčení stroje se často zjistí, že povrchy dvou kovových částí jsou svařeny dohromady v důsledku tření a tepla. Například: během soustružení se na soustružnickém nástroji vytvoří nahromaděná hrana; během vrtání jsou vrták a obrobek často spojeny dohromady; kluzné ložisko uvázlo v důsledku spálení hřídele. Samozřejmě, že tyto situace vždy byly nehody, kterým se lidé snaží vyhnout. Analyzováno jako fenomén svařování, jejich proces není dokonalý a kvalita svařování není ideální.
Analýzou těchto jevů spojování a svařování je však užitečné pochopit podstatu třecího svařování.
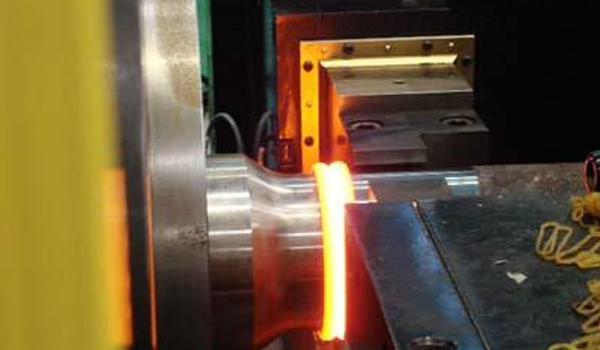
Tření ničí oxidový film na kovovém povrchu. Vytváření třecího tepla snižuje pevnost kovu, ale zvyšuje jeho plasticitu. Třecí povrchový kov vytváří plastickou deformaci a tok, který zabraňuje oxidaci kovu, podporuje vzájemnou difúzi atomů svarového kovu a vytváří silný svarový spoj. To je podstata třecího svařování.
Vlastnosti třecího svařování
Proč se třecí svařování velmi rychle rozvíjí doma i v zahraničí a jeho aplikace je velmi široká, protože má řadu výhod. Mezi tyto výhody patří následující aspekty:
1. Kvalita svařování spoje je dobrá a stabilní
Míra šrotu přechodových spojů hliník-měď vyrobených nízkoteplotním třecím svařováním je v mé zemi méně než 0.01%; továrna na kotel využívá k rychlospojení třecí svařování místo rychlého svařování a rychlost svařovacího šrotu je snížena z 10% na 0.001%. Západní Německo používá k výrobě výfukových ventilů automobilů třecí svařování místo bleskového svařování a míra odmítnutí svařování klesla z 1.4% na 0.04 ~ 0.01%. Z výše uvedených příkladů je patrné, že rychlost šrotu třecího svařování je velmi nízká, což je asi 1% běžné metody svařování.
2. Vhodné pro svařování odlišné oceli a různých kovů.
Třecí svařování může nejen svařovat běžné odlišné oceli, ale také odlišné oceli a odlišné kovy s velmi odlišnými mechanickými a fyzikálními vlastnostmi při pokojové teplotě a vysoké teplotě, jako je uhlíková konstrukční ocel - vysokorychlostní nástrojová ocel; měď - nerezová ocel. Kromě toho může také svařovat odlišné kovy, které vyrábějí křehké slitiny, jako je hliník-měď, hliník-ocel atd.
3. Vysoká přesnost velikosti svařence
U předspalovací komory vznětového motoru vyráběné třením je maximální chyba celkové délky ± 0.1 mm. Některé speciální třecí svařovací stroje mohou zajistit, aby tolerance délky svařence byla 0.2 mm a excentricita byla menší než 0.2 mm. Proto se třecí svařování nepoužívá pouze ke svařování polotovarů, ale také ke svařování montovaných výrobků.
4. Svařovací stroj má nízkou spotřebu energie a energie.
Ve srovnání se svařováním třením a bleskovým svařováním je úspora energie přibližně 80 ~ 90%.
5. Vlastnosti ochrany třením při ochraně životního prostředí
Pracoviště pro třecí svařování je hygienické, bez jisker, oblouků a škodlivých plynů, což přispívá k ochraně životního prostředí a je vhodné pro použití v automatických výrobních linkách s dalšími pokročilými způsoby zpracování kovů